판권소유화공레이저프로젝트유한회사
배터리 레이저 용접 공정 분석
2022-07-202584
배터리 생산 공정에서 용접 방법 및 공정의 합리적인 선택은 배터리의 생산 비용, 품질 및 안전 성능에 직접적인 영향을 미치는 매우 중요합니다.전진된 새로운 용접 방법으로서 배터리 레이저 용접 공정이 널리 사용되고 있습니다.
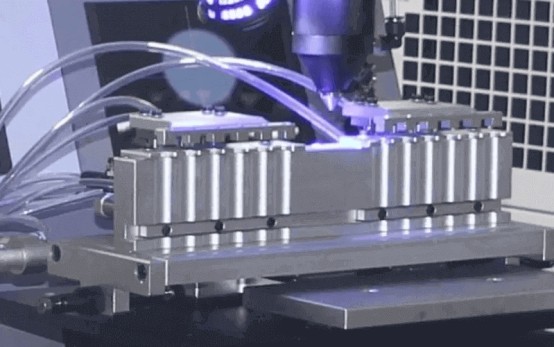
배터리 레이저 용접의 원리
배터리 레이저 용접은 레이저 빔을 광학계를 통해 작은 공작물 영역에 집속시키고 우수한 지향성과 고출력 밀도를 이용하여 공작물을 가공하여 매우 짧은 시간에 에너지 집중도가 높은 열원 영역을 형성하는 것입니다. 용융되고 강한 용접점과 이음매가 형성되어 용접 작업이 완료됩니다.
배터리 레이저 용접 공정의 장점
배터리 레이저 용접 공정은 에너지, 높은 용접 정밀도, 고효율 및 견고한 용접이 집중되어 있습니다. 레이저 빔은 초점을 맞추기 쉽고 유연하며 편리하며 공작물 주변의 고정물이나 장애물 사이에서 방향을 바꿀 수 있으며 용접 에너지를 정확하게 제어할 수 있으며 용접 효과가 안정적이며 용접 외관이 좋습니다. 전체 용접 공정에서 입열량이 적고 열 영향 영역이 작으며 공작물의 변형 및 잔류 응력이 적습니다. 배터리 레이저 용접, 비접촉 용접, 광섬유 전송, 우수한 접근성 및 높은 수준의 자동화. 얇은 배터리 재료 또는 얇은 직경의 와이어를 용접할 때 다시 녹는 문제가 없습니다. 배터리 레이저 용접은 특히 구리와 알루미늄 재료 사이를 용접할 때 다양한 재료 조합에 대해 고강도 용접을 제공할 수 있습니다.
워크 상태 주의
배터리 레이저 용접은 배터리 공작물의 가장자리를 연결하고 처리해야 하므로 높은 정밀도가 필요하고 스폿과 용접이 엄격하게 정렬되며 용접 중에 공작물의 원래 조립 정확도와 스폿의 초점을 변경할 수 없습니다. 용접 열 전달로 인한 공정. 레이저 스폿이 작고 용접 이음매가 좁으며 필러를 추가할 필요가 없기 때문입니다. 일반적으로 판의 맞대기 조인트 어셈블리와 솔기에 대한 광점의 편차 사이의 간격은 0.1mm보다 커서는 안되며 잘못된면은 0.2mm보다 커서는 안됩니다. 좋은 용접 효과를 얻으려면 허용 맞대기 간격과 겹치는 간격을 판 두께의 10% 이내로 제어해야 합니다.
여러분도 궁금하실 겁니다.
-
info@hglaser.com
-
+86 27 8718 0225
-

-
