| 항목 |
주요 기술 파라미터 |
| 가공 능력 |
가공 형강 종류 |
구형 평강, 평강, T형 강재, 이중 구형 평강, 등변 앵글강, 부등변 앵글강 |
| 형강 재질 |
A, B, D급 강재 및 AH32, AH36, DH32, DH36강, 특수 고강도 합금강 등 |
| 형강 최대 길이/중량 |
12~14m/0.5t |
| 가공 형강 규격 |
1. 구형 평강: HP100~HP400
2. 등변 앵글강: L70×70×4mm~L200×200×20mm
3. 부등변 앵글강: L80×50×4mm~L200×125×20mm
4. 출력 부품 길이: 500~12000mm (500mm 미만은 수거)
|
| 가공 시스템 |
로봇 시스템 |
M-20iD/35; FANUC, ABB, KUKA, 안천 지원 |
| 플라즈마 전원 시스템 |
하이퍼서멀 XPR300, 켈벨, 링컨 지원 |
| 마킹·코딩 시스템 |
UV 스프레이 코딩, 마킹, 역직선, 문자, QR코드, 알파벳 |
| 공작물 검출 위치 결정 |
레이저 거리 측정 센서 |
| 가공 형식 |
완전 자동 가공: 자동 상차, 세팅, 스프레이 코딩·마킹, 로봇 절단, 출하 |
| 운행 파라미터 |
체인 컨베이어 상차 속도 |
0~20m/min |
| 마킹·코딩 속도 |
0~20m/min |
| 이송 로봇 팔 속도 |
0~35m/min |
| 롤러 컨베이어 이송 속도 |
0~20m/min |
| 마킹 폭 |
≤1.5mm |
| 코딩 형식 |
ASCII 코드, 한글, QR코드, 높이 3~72mm |
| 플라즈마 천공 두께 |
5~40mm |
| 플라즈마 엣지 절단 두께 |
5~80mm |
| 최소 천공 직경 |
| ≥20mm (두께에 비례) |
| 플라즈마 절단 속도 |
| 0~6000mm/min |
| 베벨 파라미터 |
변형 베벨 형식 |
V형, I형 |
| 변형 베벨 각도 |
±45° |
| 수직 절단 경사 오차 |
<1° |
| 절단 조도 |
Ra12.5 |
| 가공 정밀도 |
로봇 팔 반복 위치 정밀도 |
±0.05mm |
| 소재 위치 정밀도 |
±0.5mm |
| 소재 반복 위치 정밀도 |
±1~2mm |
| 길이 방향 마킹 정밀도 |
±1mm |
| 절단 길이 정밀도 |
±1.5mm |
| 절단 구멍 간격 편차 |
±1mm |

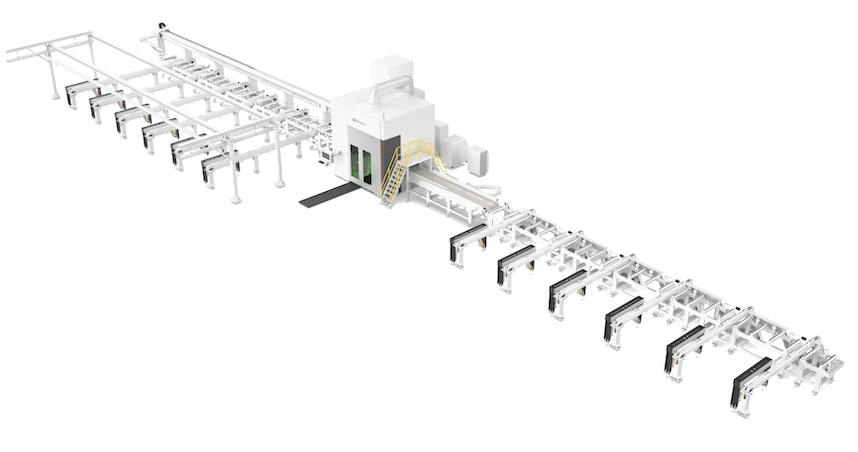

 형상 강재 자동 절단 라인
형상 강재 자동 절단 라인  플라즈마 절단기
플라즈마 절단기  선박용 형강 가공 장비
선박용 형강 가공 장비 가격을 문의하기
가격을 문의하기



